- QUIENES SOMOS
- PRODUCTOS
- ZONA TÉCNICA
- CALIDAD
- I+D+i
- PEDIDOS ONLINE
- RED COMERCIAL
-
FAQ
- Documentos
- Foro
Preguntas más frecuentes.
En esta sección pueden encontrar respuestas a las preguntas más frecuentes. Si tiene alguna duda o necesita cualquier otra explicación no dude en ponerse en contacto con nosotros.
- ¿Qué roble se utiliza en la fabricación de las alternativas?
- Importancia del origen del roble
- ¿Qué cambios sufre la madera durante el tostado?
- ¿Cómo realizamos nuestros análisis organolépticos y de elagitaninos?
- ¿Qué controles de calidad practicamos a nuestros productos?
- ¿Qué influencia tiene el tamaño de los Eno-chips y las Eno- duelas? ¿Cuánto tiempo debo usarlos?
1. ¿Qué roble se utiliza en la fabricación de las alternativas?
Únicamente se utiliza madera nueva de las mismas sub-especies empleadas en tonelería. De hecho, nuestros proveedores son serrerías dedicadas al corte de duelas. Las especies utilizadas son:
- Quercus petraea o sessile de los bosques franceses del centro de Francia y de los Vosges.
- Quercus alba de los bosques americanos del centro de E.E.U.U. (Missouri) y de los Apalaches Norte (Pennsylavania & Ohio).
- Quercus robur o pedunculado de los bosques franceses de Limousin, exclusivamente
para licores.
Las piezas utilizadas en la fabricación de los chips son sub-productos de la fabricación de las duelas, ya sea piezas estrechas, piezas que han perdido el hilo y no sirven para los barriles, así como los sub-productos del hendido saneados. Para la fabricación de las virutas no se utilizan piezas con defectos como nudos, albura, corteza, vetas minerales,… ya que podrían crear sabores indeseables en las bebidas. El proceso de secado es idéntico al utilizado en el mundo tonelero, permaneciendo al aire libre al menos 18 meses para que los elementos hagan su trabajo, eliminando los taninos más agresivos y favoreciendo el curado del roble.
volver








2. Importancia del origen del roble
El origen del roble es una de las claves de los sabores finales de cualquiera de nuestros productos.
A través de nuestras investigaciones, en colaboración con el INIA, de maderas
en verde y curadas hemos visto cómo unas disponían a priori de ciertos componentes
químicos en mayor cantidad que otras de distintas zonas.
En algunos casos las diferencias son mínimas e inapreciables al paladar una vez
tostadas y es por ello que hemos definido 2 zonas en Francia (Centro y Vosges)
y 2 en E.E.U.U. (Apalaches y Centro) para poder ofrecer perfiles
suficientemente diferentes dentro de nuestra gama de producto, ya que no necesariamente
el origen más famoso puede ser el más optimo para su vino.
Encontraran más información en nuestra área de clientes.
volver
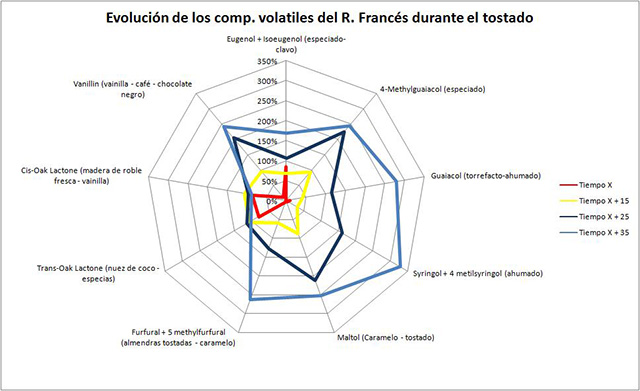
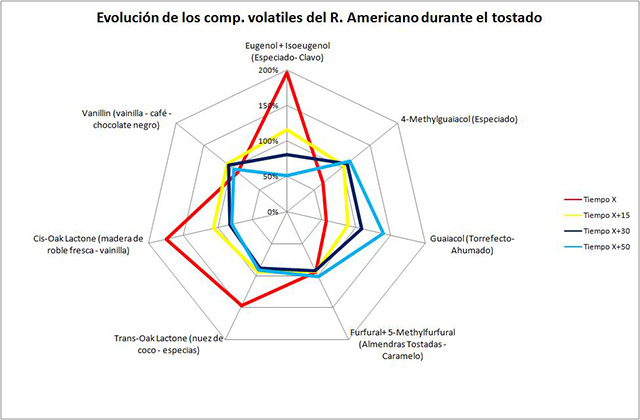
3. ¿Qué cambios sufre la madera durante el tostado?
Durante el proceso de tostado la madera de roble sufre cambios importantes en su composición química, produciéndose como consecuencia una intensificación de sus cualidades sensoriales. La aplicación de calor y humedad, favorece una gran variedad de reacciones de hidrotermólisis y pirólisis, que llevan a la degradación de polímeros de la madera como lignina, poliósidos, polifenoles y lípidos, dando lugar a compuestos de interés sensorial. En particular, la termodegradación de la lignina conduce principalmente a la formación de fenoles volátiles y aldehídos fenólicos, la de polímeros glicosídicos a derivados del furfural, y la de lípidos a lactonas. Entre ellos se encuentran los compuestos de mayor incidencia sensorial en vinos: eugenol (que aporta notas de clavo, especia), guayacol (torrefacto, ahumado), vainillina (vainilla, café, chocolate negro) y cis-whiskylactona (tostado, madera, coco, vainilla). La calidad y cantidad de los compuestos potencialmente extraíbles de la madera dependen extraordinariamente de las condiciones del tostado, que deben ser optimizadas según las propiedades de la madera de roble y las características y necesidades de los vinos destino.
Los análisis organolépticos de nuestros productos están disponibles en nuestra
zona de clientes.
volver
4. ¿Cómo realizamos nuestros análisis organolépticos y de elagitaninos?
Eno-Roble realiza el control de la calidad de los procesos de tostado de la madera, en colaboración con el I.N.I.A. (*), mediante análisis químicos por cromatografía de gases/espectrometría de masas (GC-MS), de 28 compuestos volátiles (lactonas, fenoles volátiles, pyranonas, compuestos furanicos, aldehidos fenólicos y otros), incluyendo tanto compuestos positivos como negativos desde un punto de vista sensorial. A cada uno de los grupos analizados químicamente se les asignan los descriptores sensoriales asociados, con el fin de hacer una descripción del impacto sensorial potencial de la madera tostada obtenida.
También se realiza un control de los niveles de elagitaninos que permanecen en
la madera después del tostado, mediante cromatografía de líquidos/detector de
diodos (HPLC-DAD).
Estos análisis están a su disposición en la “Zona de Clientes”
* INIA: Instituto Nacional de Investigación y Tecnología Agraria y Alimentaria
-INIA-, es un Organismo Público de Investigación, con carácter autónomo, perteneciente
a la estructura del Ministerio Español de Educación y Ciencia, dedicado a la
Investigación, Desarrollo e Innovación en materia agrícola, ganadera, alimentaria,
forestal y medio ambiental.
volver
5. ¿Qué controles de calidad practicamos a nuestros productos?
En concordancia con el Sistema de Calidad implantado y el “Análisis de Puntos de Control y Críticos – APPCC”. Se realizan dos análisis de calidad a lo largo del proceso productivo:
1.- A la recepción de la materia prima en colaboración con la Estación Enológica
de Haro se comprueban los TCA's (tricloroanisol 2, 4, 6 / triclorofenol 2, 4,
6 / tetracloroanisol 2, 3, 4, 6 / tetraclorofenol 2, 3, 4, 6 / pentacloroanisol
/ pentaclorofenol).
2.- Al producto terminado se realizan unos análisis mucho más exhaustivos que
comprenden los siguientes apartados:
- Benzopirenos.
- TCA’s.
- Metales Pesados (Hierro, Arsénico, Plomo, Mercurio y Cadmio).
Los análisis de calidad serán suministrados a petición del cliente.
volver
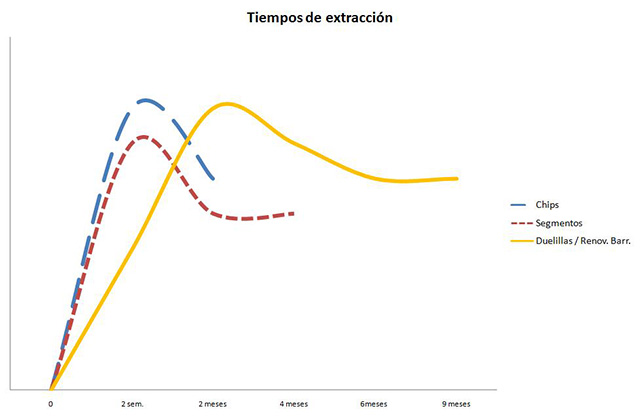
6. ¿Qué influencia tiene el tamaño de los Eno-chips y las Eno- duelas? ¿Cuánto tiempo debo usarlos?
Las diferencias entre el tamaño de los chips es importante, basándose en que “a menor tamaño de producto mayor superficie de contacto”, por lo tanto se producen dos efectos:
- Los chips tienen distintos sabores ya que el tamaño condiciona los aportes obtenidos durante el tostado, así que “a diferente tamaño diferentes sabores al tostarlo”.
- El tiempo de contacto total recomendado para los ENO-CHIPS es de 3 a 8 semanas, mientras que para las ENO-GRANULADOS (Proximamente disponibles) es de 2 a 6 semanas.
De todas formas es necesario un tiempo para estabilizar esos aportes rápidos en el vino, de tal forma anteriormente se ha podido observar un mayor sabor pero parte del mismo se pierde al estabilizarse.
La principal diferencia de nuestra gama ENO-DUELAS en todas sus variantes con los ENO-CHIPS e incluso con productos de la competencia, es el proceso de secado de 36 meses al aire más un tostado extra lento con fuego, que permite una mayor complejidad similar a los métodos tradicionales. Los tiempos de exposición al vino son superiores, de 2 a 6 meses, pero también permiten más de una utilización, lógicamente con un menor aporte en repetidos usos.
Estas informaciones tienen un carácter indicativo y sólo la experiencia en su propio vino le pueden indicar cuál es la cantidad y tiempo de exposición más adecuado.
C.I.F. B-39640 420. Nº de Registro Sanitario: 39.03746/S